МАСТЕР-КЛАСС С VAN MARK
Журнал "СтройПРОФИ" № 2-3, 2014
МАСТЕР-КЛАСС С VAN MARK
Журнал "СтройПРОФИ" № 2-3, 2014
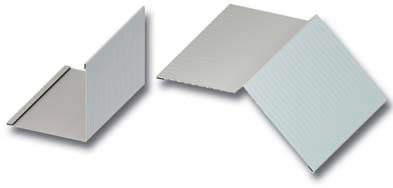
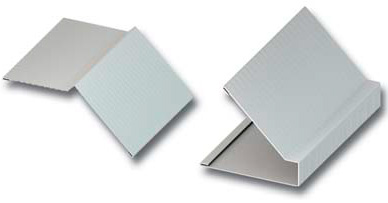
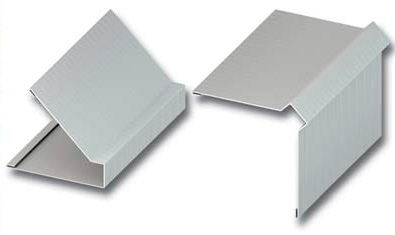
Изготавливаем прямоугольный конек за 6 шагов

Скачать PDF файл статьи! |

Рубрику ведет Брайан Бриллхарт,
специалист по листогибочному оборудованию,
директор международных продаж компании
Van Mark (США)
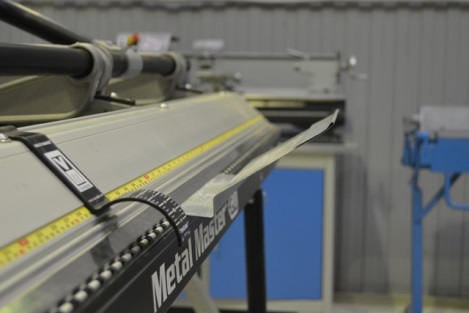
Вне зависимости от материалов, технологий и традиций изготовления крыш задача «сделать на века» стоит перед строителямикровельщиками во всем мире. Если фундамент — это основа дома, то крыша — его защита, ведь именно от качества кровли зависит комфорт и безопасность наших жилищ. Тема мастер-класса: «Доборный элемент металлической кровли — конек прямоугольный». Конек такого типа предназначен для защиты от дождевой воды и снега горизонтального ребра крыши, образованного пересечением кровельных скатов. Важно помнить, что для каждой кровли, изготовленной из определенного материала, правильным будет выбор и доборных элементов из аналогичного материала. Допустим, для кровли из металлической черепицы правильным будет изготовить элементы из оцинкованной стали. Брайан Бриллхарт: К деловому высотному центру, так называемому «даунтауну», примыкают спальные районы с аккуратными частными домиками, такими милыми сердцам американцев. Получается, что Америка очень даже малоэтажная! Материал — оцинкованная сталь 0,55 мм. Оборудование — Характеристики листогиба: Время — Уровень сложности — 4 из 5 |
|