

Современные токарно-фрезерные центры. Оптимальное решение для «хоббийного» и мелкосерийного производства. Журнал «Эксперт металлообработка» №2, 2017
Современные токарно-фрезерные центры. Оптимальное решение для «хоббийного» и мелкосерийного производства. Журнал «Эксперт металлообработка» №2, 2017
 Скачать статью PDF. |
Согласно данным, представленным BusinesStat в 2015 г. («Анализ рынка металлообрабатывающих станков в России»), в период с 2010 по 2015 гг. количество продаж единиц металлообрабатывающего оборудования в России возросло с 579 до 903,7 тыс. штук. Это означает рост более чем на 50%.
Несмотря на то, что в 2015 и 2016 гг. продажи металлообрабатывающих станков были несколько ниже на фоне продолжающегося кризиса в экономике страны, BusinesStat в 2017 г. прогнозирует восстановление объема продаж, а в 2018 г. ожидает полноценного роста продаж на 7,9-13,6% в год.
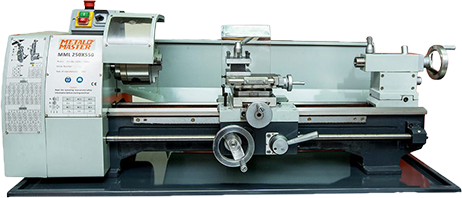
Универсальный токарный станок Metal Master ММL 2550
Развитие российского рынка металлообрабатывающего оборудования можно связать с появлением и развитием новых секторов производства, а именно мелкосерийного (изготовления специальных деталей, узлов и механизмов на заказ) и «хоббийного» (единичное изготовление деталей для личных нужд). Для достижения целей единичного и мелкосерийного производства необходимо оборудование, отвечающее следующим требованиям:
- высокая степень универсальности;
- надежность;
- возможность обеспечить требуемое высокое качество изделий.
В настоящее время получили широкое распространение универсальные токарные, фрезерные и сверлильные станки мощность до 1 кВт. На рынке представлено множество моделей, имеющих схожую компоновку и реализующих схожие конструкторско-технологические решения.
Однако не стоит забывать о том, что единичное производство имеет ряд ограничений:
1) Оборудование должно требовать минимального пространства для размещения;
2) Оборудование должно обеспечивать реализацию требуемого качества при минимальных затратах на его приобретение и обслуживание;
3) Производство, на котором зачастую занят только один человек, предполагает использование только одной единицы оборудования в конкретный момент времени.
Учитывая все вышеперечисленные факторы, можно сделать вывод о том, что рациональным решением является использование для нужд единичного и мелкосерийного производства токарно-фрезерных центров (рис. 2). Данное оборудование появилось на рынке РФ относительно недавно, и статистика продаж свидетельствует о том, что до настоящего времени оно не обрело большой популярности. Этот факт связан с тем, что потенциальному потребителю сложно поверить в то, что симбиоз классических универсальных станков позволит реализовать весь функциональный потенциал его прародителей и обеспечит требуемое качество. Для того, чтобы убедиться в обратном, рассмотрим подробнее эффективность использования токарно-фрезерных центров в условиях единичного и мелкосерийного производства.
Сравнительная характеристика возможностей токарно-фрезерного центра в отношении универсальных станков приведена в таблице 1. Для рассмотрения были взяты наиболее популярные модели станков: токарно-фрезерный центр Metal Master MML 2550M, токарный станок Metal Master ММL2550 и фрезерный станок Корвет 414 (характеристики взяты с сайтов поставщиков оборудования http://www.korvet.su и http://metalmaster.ru).
| Характеристика | Токарно-фрезерный станок ММL 2550М | Токарный станок ММL 2550 | Фрезерный станок Корвет 414 | |
| Токарная часть | Фрезерная часть | |||
| Масса, кг | 228 | 125 | 145 | |
| Размеры (ДхШхВ), мм | 1110х1050х440 | 1110х460х440 | 800х780х1040 | |
| Мощность, Вт | 750 | 850 | 750 | 600 |
| Диапазон частот вращения шпинделя, об/мин | 125-2000 | 100-3000 | 150-2500 | 100-2000 |
| Межцентровоерасстояние, мм | 550 | 550 | ||
| Максимальный диаметр заготовки, мм | 250 | 250 | ||
| Нарезаемые метрические резьбы, мм | 0,4-3,5 | 0,4-3,5 | ||
| Нарезаемые дюймовые резьбы, TPI | 10-44 | 10-44 | ||
| Максимальный диаметр концевого фрезерования, мм | 20 | 25 | ||
| Максимальный диаметр торцевого фрезерования, мм | 40 | 50 | ||
| Максимально расстояние между шпинделем и столом, мм | 150 | 350 | ||
| Ход шпиндельной бабки, мм | 175 | 320 | ||
Таблица 1. Сравнение функциональных возможностей
Из таблицы 1 следует, что токарные возможности центра не уступают возможностям обычного станка. В тоже время возможности фрезерной части, на первый взгляд, значительно отстают от возможностей классического фрезерного станка. Очевидными преимуществами обычного фрезерного станка являются: возможность использования инструмента большего диаметра, значительно больший диапазон перемещений шпиндельной бабки, наличие габаритного фрезерного стола с пазами для крепления тисков и специальной оснастки. Говорит ли это о том, что фрезерная часть центра избыточна и нефункциональна?
Первое, что хотелось бы отметить, это приведенные производителем максимальные диаметры концевого и торцевого фрезерования. Известно, что необходимая для фрезерования мощность прямо пропорциональна диаметру фрезерования. Соответственно, чем больше мощность двигателя, тем больший диаметр может иметь инструмент. Это означает, что токарно-фрезерный центр ММL 2550М с мощностью фрезерной головки в 850 Вт должен обеспечить работу фрезами более широкого типоразмера, чем Корвет 414 с мощностью 600 Вт. Это говорит о том, что при приобретении оборудования не стоит слепо доверять техническим характеристикам, предоставленным производителями.

Токарно-фрезерный центр METAL MASTER MML 2550M
Габаритные размеры фрезерного стола, а также возможности хода шпиндельной бабки, определяют максимальные габаритные размеры обрабатываемой заготовки. Теоретически, на фрезерный стол Корвет 414 может быть установлена заготовка, имеющая габаритные размеры до 300х300 мм, однако на практике обработка такого размера заготовок на настольных станках представляется, по меньшей мере, затруднительной.
Качество и точность обрабатываемых изделий зависят от свойств технологической системы, а значит и от оборудования, на котором они изготавливаются. Определяющим параметром станка, влияющим на качество изготавливаемого изделия, является жесткость, то есть способность противостоять силам, вызывающим деформации. При сравнении токарно-фрезерного центра ММL 2550М с токарным и фрезерным станками, можно установить, что их конструкционные элементы идентичны: чугунные станины, закаленные шлифованные направляющие, специальные опоры шпинделя. Все это свидетельствует о том, что качество обрабатываемых изделий на токарно-фрезерном центре сопоставимо с качеством достигаемом на отдельных станках.

Универсальный фрезерный станок мод. Корвет 414
| Характеристика | Токарный станок ММL 2550 и фрезерный станок Корвет 414 |
Токарно-фрезерный станок ММL 2550М |
| Общая масса оборудования, кг | 270 | 228 |
| Общая площадь оборудования, м2 | 1,1346 | 1,1655 |
| Общая мощность приводов главного движения, Вт | 1350 | 1600 |
| Диапазон частот вращения шпинделя, об/мин | 150-2500 / 100-2000 | 125-2000 / 100-3000 |
| Максимальные размеры заготовки | 550 / Ø250; 300х300 | 550 / Ø250; 150х150 |
| Цена, тыс. руб.* | 214 786 (90 486+124 300) |
142 933 |
Таблица 2. Сравнительные характеристики металлообрабатывающих станков
Примечание. Цены на оборудование взяты с web-ресурсов официальных дилеров и компаний-произво- дителей в России и актуальны на 14.04.2017.
Как уже было отмечено выше, при выборе оборудования для единичного и мелкосерийного производства в условиях небольшого рабочего пространства необходимо учесть производственные возможности, технические параметры и цену оборудования. Сделаем сравнительную характеристику токарно-фрезерного центра и двух отдельно взятых станков (таблица 2).
Существуют различные аналитические методы, позволяющие просто и быстро определиться с выбором оптимального варианта оборудования для конкретного производства. В данном случае используем интегральный показатель конкурентоспособности изделия.
Данный подход основан на вычислении показателя конкурентоспособности, показывающего различия между сравниваемыми изделиями в потребительском эффекте, приходящемся на единицу затрат.
Показатель конкурентоспособности определяется по формуле:
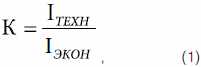
где IТЕХН — сводный индекс технических параметров изделия; IЭКОН — сводный индекс экономических параметров изделия.
Сводный индекс технических параметров IТЕХН определяется по формуле:
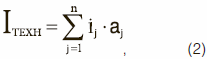
где ij — относительный параметр качества изделия; aj — коэффициент значимости (весомости) параметра;n — количество параметров качества, характеризующих изделие с точки зрения конкурентоспособности.
Относительный параметр качества изделия в зависимости от улучшения или ухудшения определяется по формуле:
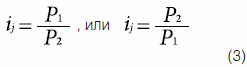
где Р1, Р2 — значения параметра качества первого и второго рассматриваемого изделия соответственно.
Сводный индекс экономических параметров определяется по формуле:

где  – цена потребления сравниваемых изделий.
– цена потребления сравниваемых изделий.
Цена потребления — это затраты покупателя на приобретение и использование изделия на протяжении нормативного периода его эксплуатации. Для упрощенного расчета можно принять, что Цпотр равна стоимости оборудования.
| Наименование показателя | Единица измерения | Токарный станок ММL 2550 и фрезерный станок Корвет 414 |
Токарно-фрезерный центр ММL 2550М |
Коэффициент весомости параметра | Относительный параметр качества | Индекс технических параметров |
| Общая масса оборудования | кг | 270 | 228 | 0,1 | 1,18 | 0,118 |
| Общая площадь оборудования | м2 | 1.1346 | 1.1655 | 0,25 | 0,97 | 0,243 |
| Общая мощность приводов главного движения | Вт | 1350 | 1600 | 0,2 | 1,19 | 0,238 |
| Универсальность, достигаемая диапазоном вращения шпинделя | балл | 8 | 9 | 0,15 | 1,13 | 0,170 |
| Универсальность, достигаемая параметрами заготовки | балл | 10 | 7 | 0,3 | 0,7 | 0,21 |
| Сводный индекс технических параметров | 0,979 | |||||
Таблица 3. Сводный индекс технических параметров.
Параметры, определяющие конкурентоспособность рассматриваемого к приобретению оборудования, представлены в таблице 3. Значения коэффициентов весомости выбраны умозрительно: если для конкретной практической задачи представляется важным, к примеру, чтобы станок занимал минимум места или имел минимальную массу, то соответствующие коэффициенты необходимо увеличить. Сумма всех коэффициентов должна быть равной единице.
Из таблицы 3 – индекс технических параметров Iтехн=0,979. Это значит, что, в соответствии с заданными параметрами и весовыми характеристиками, технически центр Metal Master ММL 2550М незначительно уступает совокупности отдельно взятых токарного и фрезерного станков.
Рассчитаем индекс экономических параметров:
Тогда показатель конкурентоспособности:
Значение показателя конкурентоспособности равное 1,47 означает, что с учетом технических и экономических показателей, токарно-фрезерный центр ММL 2550М значительно эффективнее отдельно взятых единиц оборудования.
В настоящее время на рынке представлен широкий ассортимент оборудования, предназначенного для металлообработки в условиях мелкосерийного и единичного производства. Это и хорошо известные универсальные станки и недавно появившиеся токарно-фрезерные центры. Безусловно, не существует универсального решения по выбору оборудования в мастерскую. Даже в условиях единичного и мелкосерийного производства необходимо проработать технологию изготовления наиболее востребованных деталей, а также учесть особенности производства и только после этого приступать к выбору конкретной модели оборудования. При этом не стоит полагаться только на технические характеристики оборудования, приведенные в рекламных проспектах, предложенных производителями, ведь зачастую приведенные функциональные возможности тех или иных изделий завышены и не соответствуют реальности. Если же возвращаться к вопросу – стоит ли покупать токарно-фрезерные центры для нужд мелкосерийного и хоббийного производства, то ответ лежит на поверхности – стоит, и еще как стоит!
Никита Канатников,
к.т.н., доцент кафедры «Конструкторско-
технологическое обеспечение
машиностроительных предприятий»
ФГБОУ ВПО «Госуниверситет-УНПК»